Research & Reviews: Journal of Pure and Applied Physics
ISSN: 2320-2459
ISSN: 2320-2459
Narjis Zamil Abdulzahra*
Department of Physics, Al-Nahrain University, Baghdad, Iraq
Received: 13-May-2022, Manuscript No. JPAP-22-63740; Editor assigned: 16-May-2022, Pre QC No. JPAP-22-63740 (PQ); Reviewed: 31-May-2022, QC No. JPAP-22-63740; Revised: 14-Jul-2022, Manuscript No. JPAP-22-63740 (R); Published: 22-Jul-2022, DOI: 10.4172/2320-2459.10.6.006
Visit for more related articles at Research & Reviews: Journal of Pure and Applied Physics
LSP is an innovative and non-contact surface treatment technique, which is becoming more and more popular in the industrial applications because it is clean to the environment and provides an excellent control performance. This paper reports the effects of high heating temperature on the microstructural of 2024 Al alloy. The material was in sheet form, samples were shocked in air and in water media at different laser energy-ray diffraction shows the disappeared AL2O3 phase after laser shock in water media that effect on microstructure of Al alloy, the shock pressure and particle velocity was increased after LSP in water medium.
Al structure parameter; AL x-ray diffraction; AL strain; Al dislocation after LSP; Grain size after LSP
High intensity (<GW/cm2) laser ablation of materials generates plasma that has high temperature and high pressure. In open air, this pressure can be as high as sub GPa and the expansion of such high-pressure plasma imparts shock waves into the surrounding media. With the assistance of a fluid layer which confines the expansion of the plasma, 5 to 10 times stronger shock pressure can be induced. This multi-GPa shock pressure can be imparted into the target material and the target is thus laser shock peened. Laser shock processing can harden the metal surface and induce in-plane compressive residual stress distribution. The compressive residual stress refrains from crack propagation and greatly increases the fatigue life of treated parts. Compared to mechanical shot peening, LSP offers a deeper layer of compressive residual stress and is more flexible, especially for irregular shapes. It has been shown that LSP can improve fatigue life of aluminum alloy by over 30 times and increase its hardness by 80 percent. Materials such as aluminum and aluminum alloys, iron and steel, copper, and nickel have been successfully treated.
Laser shock processing has become the specified process to increase the fatigue lives of aircraft engine blades. Conventional laser shock processing requires laser systems that can produce huge pulse energy (50 J) with very short pulse duration (˂50 ns), and Q-switched Nd: YAG lasers are commonly used. Such laser systems are expensive and the repetition rate is low (several shots per minute) situation is improving with more and more cheap high-power systems becoming commercially available. On the other hand, this technique can be extended to low pulse energy lasers with short pulse duration and tight focus. Two key requirements for a successful processing are the over GW/cm2 laser intensity and short enough pulse duration (˂50 ns). Micro scale LSP using micron-sized laser beam has been developed and has been successfully applied to micro components. Micro scale LSP has higher spatial resolution, is more flexible, and is low cost to implement. It is shown that the copper sample treated by a UV laser with 50 ns pulse can be increased by more than 300 percent. The value of thermal diffusivity which indicates the speed of heat diffusion through the material. Temperature rises a little in materials with high thermal diffusivity with a good penetration to the materials surface a contrary to low thermal diffusivity which suffer from a high rise in temperature with a low thermal penetration through the material, the crystal structure properties of materials and thin layers [1-3]. These techniques depend on the observation the scattering intensity of a package of X-ray radiation on the sample as a function of the angle of incidence and scattering, polarization, and the wavelength or power [4]. The incident beam causes scattered to reradiate a small portion of its intensity as a spherical wave. If scatters were arranged symmetrically with a separation d, where their path length difference 2d sin θ equals an integer multiple of the wavelength λ. In that case, part of the incoming beam is deflected by an angle 2θ, producing a reflection spot in the diffraction pattern. Crystals are regular arrays of atoms, and X-rays can be considered waves of electromagnetic radiation. Atoms scatter X-ray waves, primarily through the atoms’ electrons. A few specific directions, determined by Bragg’s law [5].
2d sin θ =nλ … (1)
Here d is the spacing between diffracting planes, θ is the incident angle, n is any integer, and λ is the wavelength of the beam. The relation between the d and lattice constant (a) is given by [6].

The grain size was calculated from Sherrie eq. given by (4,5).

Where B is the integral half width, K is a constant equal to 0.94, λ is the wavelength of the incident X-ray (λ=0.15406 nm), D is the crystallite size, and θ is the Bragg angle. The dislocation density (δ), which represents a number of defects in the sample is defined as the length of dislocation lines per unit volume of the crystal and is calculated using the Equation (6),

Where D is the crystallite size. The strain-induced broadening in powders due to crystal imperfection and distortion was calculated using the formula.

The material density is given by

ρ is density (gm/cm3),n is no. atoms which it equal to 2 for BCC, and 4 for FCC, M the material atomic weight, V is volume, Av is the Avogadro constant. The XRD analyses were achieved in Nanotechnology and Advance Material Research Center in Al-Technology University. Figure 1 shows x-ray diffraction of Al before and after LSP in different media and different laser radiation intensities were used, the metal was irradiated by different laser intensity (100,200 mJ) the Al2O3 phase (012) appeared with high intensity due to the deformation of lattice and phase change after LSP, also because of the structure parameters changes were calculated analytically and shown in the Table 1. That because, (i) the effect of impurities which collimated in the melting (liquid)regions, (ii) the substantial residual stress due to volume change on reaction. A compression happened to inner direction led to decrease the lattice constant when taking the difference in the inner planner spacing as in eq. (2) by using inter planer spacing , we obtain on the values (-0.001 and -0.005) for 100 and 200 mJ respectively. The compression is increased by increased laser energy that consisted of observation [7].
| Sample condition | Grain size (nm) | Lattice strain | Dislocation (nm -1 ) | Lattice constant(Ǻ) | Ρ (gm/cm3 ) |
|---|---|---|---|---|---|
| Fresh sample | 16.8545 | 0.0052 | 0.00364 | 4.004 | 2.79 |
| 100 mJ air | 17.7663 | 0.00485 | 0.0032 | 3.994 | 2.81 |
| 100 mJ water | 17.4426 | 0.0049 | 0.00332 | 4.003 | 2.79 |
| 200 mJ air | 18.1624 | 0.0048 | 0.00312 | 3.986 | 2.83 |
| 200 mJ water | 16.713 | 0.00515 | 0.00363 | 4.007 | 2.787 |
Table 1. Structure parameters of Al before and after LSP.

Figure 1: Laser-induced shockwave of Al (a) without treatment, shocked in air at (b) 100 and (c) 200 mJ.
Figure 2 where represent the material shocked under water, we see the oxide has low intensity (semi-disappeared), the diffraction angle little shift toward smaller angle rather than in air due from greater the lattice constant rather than the strain has to value (-0.0014 and 0.001), that means the Al is submitted to the tension rather than compression when it shocked underwater [8].

Figure 2: Laser-induced shockwave of Al (a) without treatment, shocked in water medium at (b) 100 mJ and (c) 200 mJ.
From Figures 1,2 we obtained on the structure constants given in Table 1 from this table as follow.
• Grain size determined from relation (3) its value was decreased with increased laser energy due to the fragmentation of the particles on the surface from high temperature and the α phase will appear, had small grain size [9].
• Lattice strain is determined from relation (5) it is decreased after laser exposure, due to fine grain will be formed along grain boundary this give Al more Hardness, in water the material exposed to the quickly quenching, the shock pressure increased in water the ductility between the particle led to increased strain in water than in air [10,11]. When the peak pressure created by the shockwave is above the dynamic yield stress, the metal is plastically deformed at the surface. This will induce a compressive residual stress in the surface of the part and thus increase the resistance of the metal to surface-related failures such as fatigue, fretting fatigue, and stress corrosion cracking. Therefore, the plasma formation and the shockwave are increased by increasing the laser intensity [12].
• Dislocation: The shock waves generated in the material can induce microstructural changes and cause high increase of dislocations density. Indeed, the combined effect of microstructural changes and dislocations entanglement, contribute to an increase of the mechanical properties in the treated surface layer.
• The lattice constant is determined analytically from relation (3.5, 3.6) found to be little changed with increased the laser energy that due to convert the Al from B phase to α phase has smaller lattice constant [13].
• The density will be decreased after laser radiation because the mass to volume of material of Al is decreased, while it is less than fresh material because the impact effects increase the compression between atoms also because increased the ablated volume that decreased density (Table 1) [14].
Overlay (water layer) is applied to prevent the plasma from expanding away off the surface there by increasing the intensity of the shock wave. These overlays, also known as the confining medium, when self-focusing occur; a critical power has to be surpassed, regardless of the spot size [15]. For optical breakdown, however, certain irradiance must be exceeded. With increasing spot size (i.e., decreasing focusing angle) the laser power must be increased to reach the irradiance threshold. Below a certain focusing angle, the power required for optical breakdown will thus be higher than the critical power for self-focusing, and at even smaller angles, it will exceed the critical value for beam collapse and filament formation [16].
If the surface of the material is enough protected from the temperature increase by an absorbing layer, the laser treatment becomes purely mechanical. When the shock wave generation occurs together with surface ablation, heating and melting of the treated material, the treatment becomes thermo mechanical process [17].
Shock pressure: The pressure value; due shock wave effect could be measured when the size of the gaussian laser beam is relatively great. The shock model makes modifications to Fabbro's model after assuming that the laser beam spot size in the order of microns. The 1-D assumption is followed, but 2-D equivalence is considered to account for the small laser spot size can be written as
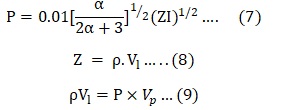
Where, the acoustic impedance  expressed in terms of those of the confining medium (z1) and the target material (z2). Density ρ and shock propagation velocity, α is a constant fraction of the internal energy converted to the thermal energy from ~0.1-0.2 up to α ≈0.3-0.5 (typically=0.25 [18,19].
expressed in terms of those of the confining medium (z1) and the target material (z2). Density ρ and shock propagation velocity, α is a constant fraction of the internal energy converted to the thermal energy from ~0.1-0.2 up to α ≈0.3-0.5 (typically=0.25 [18,19].
Tabel 2 shows increased shock pressure linearly with increased particle velocity due to the laser pulse of high energy interacts with the material, the hot plasma is produced which is expanding at very high speed in the opposite direction of the laser. Externally expanded plasma utilizes high pressure in the direction of the interior, to form a wave of severe shock towards the interior and that increased particle velocity [20].
The particle velocity increased with increasing shock pressure in this two models due to increase surface temperature so increased the number of ions that emerged from the irradiated surface, experimentally shock pressure of Al metal is greater in water and ethanol than in air medium due to the shock wave that generated by laser is wave that is transferred by particles science particles are spread so far a part in gas [21]. Water is incompressible; particles are together and give impedance to applied force greater than air consequently increased shock pressure. Shock pressure in ethanol is near in water medium due to the shock pressure depending on absorption and the absorption of water and ethanol is greater than in air medium.
The pressure wave is the cold mechanical process that plastically deforms the surface. The plasma-induced shock pressure on the order of GPa can be much larger than the dynamic yield strength of the work material. Fabbro, et al. presented a very effective analytical model on the generation and propagation of a shock wave by using a zero-dimensional analysis. In that model, the pressure generated by constant laser intensity (Io) (Table 2).
| Lattice strain | Vp (cm/s) | P (GPa) |
|---|---|---|
| 0.00485 | 3094.3 | 5.55 |
| 0.0049 | 3126.2 | 5.57 |
| 0.0048 | 3062.4 | 5.53 |
| 0.00515 | 3285.7 | 5.84 |
Table 2. Shock pressure and particle velocity of Al shocked in air and water medium and after LSP.
The intense laser pulse (200 mJ) interacting with an Al target causes the surface layer to instantaneously vaporized to high-temperature and high-pressure plasma. The plasma plume expands from the surface and exerts a pressure on the face of the target, as a result compressive waves are induced in the Al target, and the shockwave is propagated through the Al sample. From shocked Al in air and water by different laser intensity, it is concluded that micro segregation (Al2O3) can be eliminated by rapid solidification and appropriate heat treatment process spatially when shocked laser in 200 mJ in water media. It has found that rapid solidification process and heat treatment eliminate the formation of micro segregation, and significantly improved some mechanical properties. Increasing grain size, decreasing lattice strain decreased from (0.0052 to 0.0048) dislocation density was decreased slightly, material density was increased (2.79 to 2.83), the LSP treatment of the Al alloy suitable for applications required toughness and ductility. Finally, it is concluded that increased shock pressure at shocked sample in 200 mJ in water because the formation of micro segregation aluminum alloy.
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Googlescholar] [Indexed]
[Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Indexed]
[Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]
[Crossref] [Googlescholar] [Indexed]